ВСЕ ОБОРУДОВАНИЕ НОВОЕ!
ПРОДАЕТСЯ В СВЯЗИ С ЛИКВИДАЦИЕЙ ПРОИЗВОДСТВЕННОГО КОМПЛЕКСА
ЦЕНА УКАЗАНА С УЧЕТОМ 40% СКИДКИ (комплект стоил 700 000 руб.)
Оборудование для получения высококачественных полимерных защитно-декоративных покрытий из сухих порошковых красок
| Название |
Состав изделия |
Размер Д/Ш/В, мм |
Назначение |
|
|
- электропечь
- шкаф
- комплект сопроводительной документации
|
внешний
2700х2170х2020
внутренний
2200х1500х1550 |
Термополимеризация полимерных порошковых материалов, а также термосушка изделий (150-250°С) |
- печь полимеризации обработки
- парогенератор
|
- электропечь
- шкаф
- комплект сопроводительной документации
- котёл
- поплавковая камера
- корпус парогенератора
- бак для воды
|
внешний
3300х1870х1850
внутренний
2500х1380х1600 |
Обезжиривание (подготовка) поверхности изделий из металла при воздействии на них температур (до 600°С) в атмосфере перегретого пара при избыточном давлении
Получение и подача пара в печь паротермического оксидирования |
- камера нанесения полимерных порошковых материалов – 2 шт.
- система рециркуляции (циклон)
- питатель порошковой краски
|
- пистолет-распылитель со встроенным преобразователем и умножителем напряжения – 2 шт.
- источник питания преобразователя
|
внешний, примерно
1600х1600х2500 |
Зарядка, распыление и осаждение различных порошковых материалов (полимерных, стеклоэмалевых и др.) на электропроводные изделия в электрическом поле |
- транспортная система загрузки, выгрузки изделий
|
- В комплект входит транспортная система для печи полимеризации, печи полимеризации обработки + система, позволяющая перевозить изделия во время процесса обработки от одной камеры к другой
|
Цена комплекта: 440 000руб.
ПОСРЕДНИЧЕСКИЕ УСЛУГИ ПРИВЕТСТВУЮТСЯ.
ОПЛАТА ПОСРЕДНИКУ - 40 000руб.!
Все оборудование НОВОЕ.
Условия доставки в регионы РФ – самовывоз со склада в Московской области.
Дополнительные услуги – шеф-монтаж, ввод в эксплуатацию.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ ПЕЧИ ПАРОТЕРМИЧЕСКОЙ ОБРАБОТКИ
1. НАЗНАЧЕНИЕ
1.1 Печь паротермической обработки предназначена для обезжиривания (подготовки) поверхностей изделий из металла при воздействии на них температур (до 350°С) в атмосфере перегретого пара при избыточном давлении, а также оксидировании при температуре до 500°С.
2. ХАРАКТЕРИСТИКИ
2.1 Характеристика печи.
2.1.1 Единовременная загрузка максимальная, кг
2.1.2 Время разогрева печи до рабочей температуры, час.- 2 часа
2.1.3.Продолжительность технологического цикла, мин.- по технологии
2.1.4 Температура в рабочей зоне, °С- до 500-600
2.1.5 Масса, не более, кг- 1200
2.1.6. Габариты камеры (Д/Ш/В), мм- 2500х1380х1600
2.2 Характеристика электрооборудования
2.2.1 Род тока питающей сети- переменный, трехфазный.
2.2.2 Частота тока, Гц- 50
2.2.3 Частота, В -380
2.2.4 Напряжение силовой сети установки, В- 380
2.2.5 Напряжение цепей управления, В- 220
2.2.6 Режим работы электросхемы- полуавтоматический
2.2.7 Мощность установки, не более, кВт- 50
3. СОСТАВ ИЗДЕЛИЯ
3.1 В состав изделия входит:
Электропечь, шт.- 1
Шкаф, шт.- 1
Комплект сопроводительной документации, шт.- 1
4. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ ЭЛЕКТРОПЕЧИ
4.1 Устройство электропечи.
Электропечь представляет термоизолированную камеру из листового проката. На передней стенке печи установлена вертикально открывающаяся дверь, которая уплотняет дверной проем с помощью специальных термопрокладок. Под нижней стенкой камеры расположены электронагреватели. Патрубки подсоса и выброса обменного воздуха расположены на верхней части печи и снабжены дроссельными заслонками. Выводы электронагревателей печи закрыты защитными кожухами.
4.2 Принцип работы электропечи.
Нагрев печи до заданной температуры осуществляется с помощью нагревателей, обрабатываемые изделия заранее размещаются на специальном приспособлении. После достижения в печи заданной температуры, производится загрузка в печь изделий на приспособлении. Затем закрывается печная дверь, производится выдержка изделий в течение определенного времени при заданной температуре. Программный нагрев печи, определенные значения продолжительности и температуры обработки могут обеспечиваться ручным управлением, либо в автоматическом режиме с помощью схемы шкафа управления.
ПЕЧЬ ПОЛИМЕРИЗАЦИИ ПОРОШКОВОЙ ОКРАСКИ
1. НАЗНАЧЕНИЕ
1.1 Электропечь для полимеризации порошковых материалов предназначена для термополимеризации полимерных порошковых материалов, а также для термосушки изделий.
1.2 Электропечь должна эксплуатироваться в климатических условиях УХЛ4, согласно требованиям ГОСТ 15150-79.
1.3 Электропечь и шкаф управления должны сохранять свои параметры в пределах установленных норм, как в процессе, так и после воздействия следующих факторов внешней среды:
1) электропечь- группы условий эксплуатации М1 в соответствии с требованиями ГОСТ 17516-82;
2) шкаф управления- вибрационных нагрузок с частотой 1….15Гц и максимальным ускорением 0,5g при степени жесткости 1 согласно требованиям ГОСТ 16962-81.
1.4 Окружающая среда не должна содержать значительного количества пыли, агрессивных газов и паров в концентрациях, превышающих указанные в требованиях ГОСТ 12.1.005-86.
1.5 Электропечь должна устанавливаться в помещениях класса В-16 согласно требованиям ПУЭ, и категории А пожарной безопасности производства в соответствии с требованиями СниП П-МВ-85.
2. ХАРАКТЕРИСТИКИ
2.1 Характеристика электропечи
2.1.1 Рабочая температура, °С – 150-250
2.1.2 Продолжительность технологического цикла, мин- 20
2.1.3 Время разогрева печи до рабочей температуры, мин.- 35
2.1.4 Среда в рабочем пространстве- воздух
2.1.5 Циркуляция воздуха- принудительная электроветилятором
2.1.6 Масса, не более, кг- 1200
2.1.7 Габариты камеры, (Д/Ш/В), мм- 2200х1500х1550
2.2 Характеристика электрооборудования
2.2.1 Род тока питающей сети- переменный, трехфазный.
2.2.2 Частота тока, Гц- 50
2.2.3 Напряжение тока, Вт- 380
2.2.4 Напряжение силовой сети установки, В- 380
2.2.5 Напряжение цепей управления, В- 220
2.2.6 Режим работы электросхемы- полуавтоматический
2.2.7 Мощность системы нагрева, кВт- 25
2.2.8 Мощность электродвигателя вентилятора, кВт- 0,7
3. СОСТАВ ИЗДЕЛИЯ
3.1 В состав изделия входят:
Электропечь, шт.- 1
Шкаф, шт.- 1
Комплект сопроводительной документации, шт.- 1
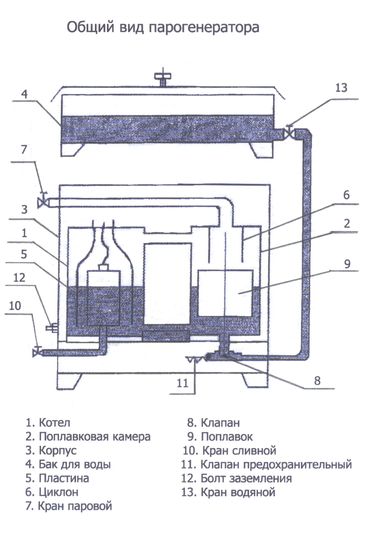
ПАРОГЕНЕРАТОР
1. НАЗНАЧЕНИЕ
Аппарат предназначен для получения и подачи пара в печь паротермической обработки.
2. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
Производительность по пару- до 10 м куб./час
Род тока- трехфазный переменный
Напряжение- 380 В.
Тип нагревателя- пластичный
Потребляемая мощность- при разогреве 10 кВт
В рабочем режиме- до 6,3 кВт
Расходы воды- до 8 л/час
3. ОПИСАНИЕ КОНСТРУКЦИИ
Основными частями аппарата являются: котел (1), поплавковая камера (2), корпус парогенератора (3), бак для воды (4).
В котле (1) вода нагревается пластинчатыми электронагревателями (5) до кипения. Образующийся пар через циклон (6) поступает в паропровод.
Кран (7) служит для регулировки количества подачи пара.
Для поддержания необходимого уровня воды в котле (1) служит поплавок (9) с клапаном (8). Кран (10) служит для слива воды из аппарата.
Для аварийного сброса давления в котле установлен предохранительный клапан (11).
4. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Распаковать и осмотреть аппарат для определения его состояния после транспортировки.
- Установить аппарат на ровной горизонтальной поверхности.
- Заземлить аппарат через болт заземления (12) согласно «Правилам Устройства электроустановок»
- Подключить аппарат к трехфазной сети напряжением 380 В с нулевым проводом.
- Налить в бак воду.
- Открыть кран подачи воды (13).
- Подать напряжение на нагреватели. Загорится контрольная лампа «Аппарат включен».
- После прогрева парогенератора (в течение 1-2 минут) краном (7) отрегулировать подачу пара.
ВНИМАНИЕ!
Запрещается включать нагреватели при одновременно закрытых кранах (7) и (13). В данной ситуации в котле создается высокое давление и срабатывает предохранительный клапан (11). В случае если будет перекрыт паровой кран (7), то вода из котла вытиснится в бак, пластины нагревателей оголятся, и процесс парообразования прекратится.
- Бак для воды устанавливают непосредственно на корпус парогенератора. Если Вам необходимо создать более высокое давление пара, поднимите бак повыше, удлинив подводящий воду шланг.
- Для улучшения качества работы аппарата рекомендуется примерно через каждый час работы сливать загрязненную воду из котла (1) через сливной кран (10).
- Периодически, в зависимости от интенсивности работы и жесткости воды, необходимо очищать от накипи пластины электронагревателей.
5. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
5.1 При проведении процесса паротермической обработки необходимо соблюдать требования настоящего РЭ.
5.2 Установка зависимости от назначения и типа обезжириваемых изделий может подключаться к индивидуальной вытяжной системе, обеспечивающей требования ГОСТ 12.4.021-75.
5.3 Загрузка деталей в установку должна производиться с помощью приспособлений.
5.4 При проведении работ по обезжириванию работающие должны использовать средства индивидуальной защиты в соответствии с ГОСТ 12.4.011-89.
5.5 При размещении оборудования на участке паротермической обработки необходимо обеспечить удобство обслуживания и безопасность эвакуации людей при аварийных ситуациях.
5.6 При работе, монтаже и эксплуатации установки паротермической обработки необходимо соблюдать:
Правила технической эксплуатации электроустановок потребителей.
Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды.
6. ОБЩИЕ УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
6.1 К обслуживанию установки допускаются лица, хорошо знающие ее устройство, принцип действия и процесс паротермической обработки.
6.2 Установка должна эксплуатироваться только на режимах, не превышающих ее технических характеристик.
7. ПОРЯДОК РАБОТЫ
7.1 Порядок работы смотри в приложении (ТП).
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ
Подача пара в реторту без предварительного слива конденсата из трубопроводов.
Подача пара в реторту при давлении в системе выше 0,12Мпа (1,2 кг с/кв.см).
Подача воды или конденсата в реторту.
8. ПРОВЕРКА ТЕХНИЧЕСКОГО СОСТОЯНИЯ
8.1 Перечень основных проверок технического состояния узлов установки парообработки.
Паронагреватель:
Визуально проверить крепление пароперегревателя к реторте.
Крепление пароперегревателя должно быть надежным.
8.2 Через каждые три месяца эксплуатации пароперегреватели должны проверяться на надежность сварных соединений для предотвращения утечек пара.
8.3 Через каждые три месяца эксплуатации установки одновременно с контролем пароперегревателей демонтируются и визуально осматриваются электронагреватели на состояние спиралей и их крепления.
9. ЭЛЕКТРООБОРУДОВАНИЕ
9.1 Краткая характеристика электрооборудования
Назначение:
9.1.1 Электрооборудование установки паротермической обработки предназначено для электрообогрева и терморегулирования печи и парогенератора.
|